


Liberty Ostrava dokončila instalaci nové zkušební linky pro nedestruktivní kontrolu trubek za 35 milionů korun. Starý analogový systém z 90. let byl nahrazen novým, plně digitálním, který splňuje nejnáročnější požadavky norem. Dodavatelem nového digitálního systému byla firma Institut Dr. Förster z Německa, která v tomto oboru patří ke světové špičce.
Naprosto unikátní je zkušební rozsah tohoto zařízení, kdy je schopno zkoušet trubky průměru již od 21.3 mm a zároveň významně eliminovat délku nevyzkoušených konců trubek na pouhých 5 mm.
Kvalita bezešvých trubek z produkce provozu Malého Stiefelu rourovny v Liberty Ostrava, se dosud kontrolovala pomocí analogového systému z roku 1996, který umožňoval kontrolu trubek s průměrem od 60 mm, což je standardní zkušební rozsah těchto typů zařízení i od jiných dodavatelů.
Instalace nového plně digitálního zařízení Rotomat DS výrazně rozšiřuje zkušební rozsah, a to již od průměru 21,3 mm. To umožňuje Rourovně Liberty Ostrava pokrýt celý zkušební sortiment provozu malé Stiefelu (21,3 – 140 mm).
Nový, plně digitální systém Rotomat DS
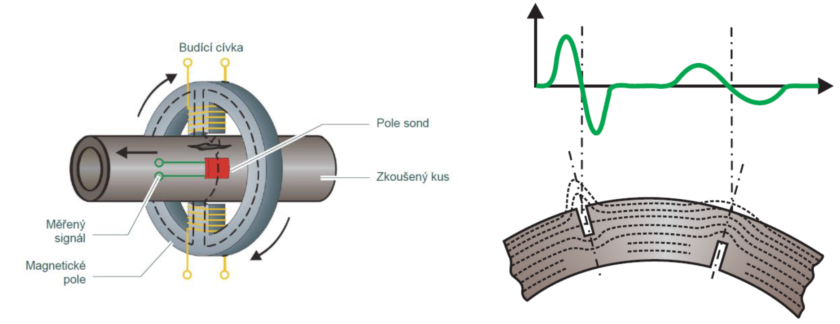
Zařízení Rotomat DS od firmy Institut Dr. Förster je plně digitální rotační 16-ti kanálový automatický systém, který pracuje metodou magnetických rozptylových toků (viz obrázek č.1). Zkoušené trubky jsou magnetovány stejnosměrným magnetickým polem, čímž je docíleno magnetického nasycení zkoušeného materiálu v celém jeho průřezu. To následně umožnuje pomocí snímacích sond detekovat vady jak na vnějším, tak i na vnitřním povrchu trubek. Sofistikovaný způsob filtrace a frekvenční analýzy měřeného signálu umožňuje rozlišení povrchových a vnitřních vad ve zkoušeném materiálu.
Základní technická data:
Rozsah průměrů trubek 21,3 – 140 mm
Rozsah tlouštěk stěn trubek 2,6 – 25 mm
Max. zkušební rychlost 2,5 m/s
Délka nezkoušených konců trubek: 5 mm
Zkušební citlivost v dynamickém režimu (zachytitelnost umělých vad):
Vnější povrch trubek: podélná drážka hloubky 5% z nominální tloušťky stěny (NWT)
Vnitřní povrch (podélná drážka):
- Tloušťka stěny více jak 10 mm – drážka hloubky 5% z NWT;
- Tloušťka stěny více jak 12 mm – drážka hloubky 10% z NWT;
- Tloušťka stěny více jak 15 mm – drážka hloubky 12,5% z NWT;
- Tloušťka stěny více jak 20 mm – drážka hloubky 15% z NWT.
Reprodukovatelnost měření: ± 2dB
Odstup signálu od šumu: min. 3:1 (v závislosti na kvalitě povrchu zkoušeného materiálu)
Kontrolní a zkušební elektronika Rotomatu DS ovládá celou testovací sekci, která obsahuje stavěcí stůl, na kterém jsou umístěny přítlačné válečky pro přesné vedení zkoušených trubek včetně rotační hlavy se snímacím systém. Nastavení celé zkušební sekce pro daný zkoušený rozměr trubek je plně automatizováno.

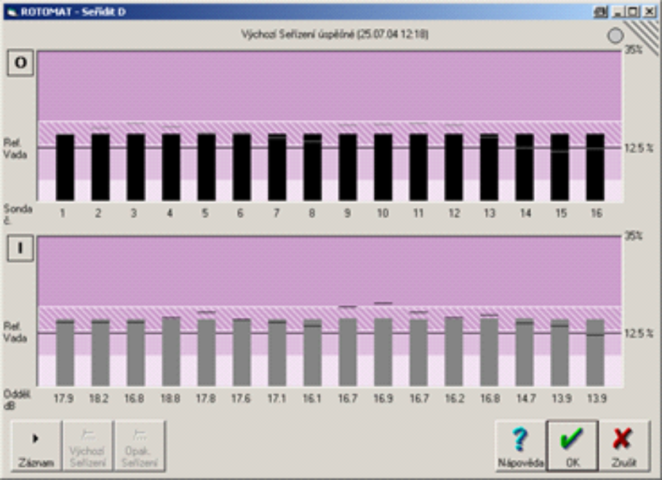
Zkušební zařízení Rotomat DS je vybaven funkcí automatického nastavení zkušební citlivosti pomocí referenčních drážek vyrobených na kontrolním vzorku (referenční trubce). Rozměry drážek (hloubka, délka, šířka) jsou normativně stanoveny a liší se podle kategorie trubek. Po zadání všech potřebných údajů do systému o pozici, rozměrech a typech referenčních drážek je referenční zóna trubky s umělými vadami skenována zařízením Rotomat pomalou rychlostí tak, aby každý zkušební kanál získal maximální signál od referenčních vad. Následně je zkušební citlivost všech kanálů srovnána na stejnou úroveň tak, aby byla zajištěna konstantní zkušební citlivost po celé délce a obvodu zkoušených trubek.
Eliminace délky nezkoušených konců trubek
Zkušební systém Rotomat DS používá pro měření zkušebního signálu tzv. impaktové sondy. Ty fungují tak, že čelo trubky „rozrazí“ sondy a ty následně skenují vnější povrch měřené trubky prakticky ihned od jejího začátku. Společně se sofistikovaným zkušebním software a velmi přesným kontinuálním odměřováním pozice trubky je finálně docíleno toho, že délka nezkoušeného konce trubky činí pouhých 5 mm!
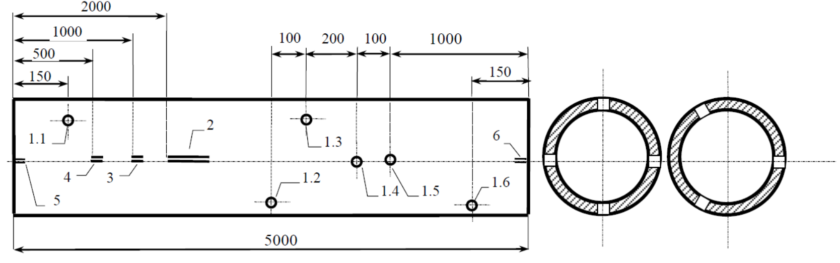
Jako příklad uvádím záznam měření kontrolního vzorku s umělými (kalibračními) vadami – viz obr. 5. Obrázek 4 ukazuje detailní rozmístění jednotlivých vad na kontrolním vzorku průměru 114,3 mm s tloušťkou stěny 7,36 mm.
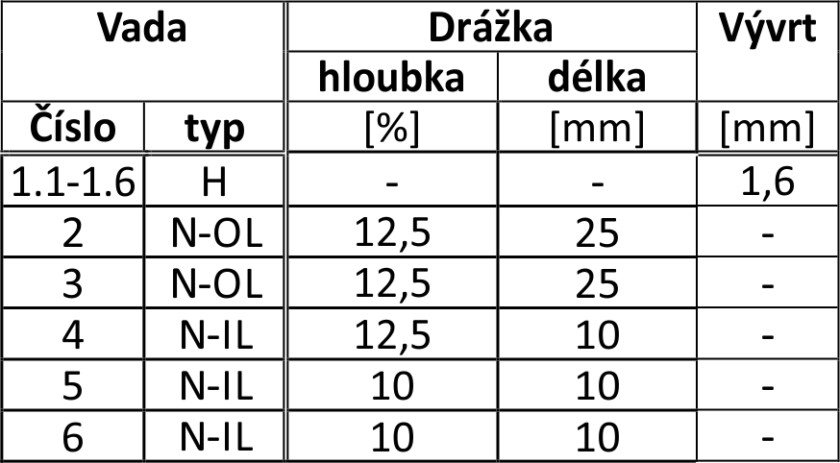
Vysvětlivky:
N-OL podélná vnější drážka
N-OT příčná vnější drážka
H vývrt
N-IL podélná vnitřní drážka
N-IT příčná vnitřní drážka
Na uvedeném záznamu jsou vidět indikace od podélných drážek délky 10 mm na vnitřním povrchu kontrolního vzorku (viz pozice vad číslo 5 a 6 na obrázku č. 4 a 5). Ty jsou vyrobeny přímo z čela konců trubek, tzn do vzdálenosti 10 mm od konce trubky.
Všechna naměřená data o zkoušených trubkách jsou automaticky ukládána do databáze a jsou kdykoli k dispozici.
Závěr
Zkušební zařízení Rotomat DS patří ke světové špičce v oblasti systémům pracujících na principu metody magnetických rozptylových toků. Splňuje nejnáročnější požadavky norem z oblasti nedestruktivního zkoušení trubek jako jsou API 5CT, API 5L, EN ISO 3183, EN ISO 10216, EN ISO 10893 – 3 a dalších.
Mgr. Libor Kubíček
Liberty Ostrava a.s. – závod 15 Rourovny
Ilustrační foto: Liberty Ostrava


